在当今工业发展与环境保护并重的时代背景下,环保与资源回收利用的重要性愈发凸显。作为环保与资源回收领域的专业服务商,科海思凭借多年积累的技术优势和工程经验,深度参与某污酸提铼系统提升改造项目,为工业废弃物资源化转型提供创新解决方案。
项目概况与目标
该项目总投资2000万元,通过系统性技术升级实现年处理30万立方米污酸、年产5600公斤4N级铼酸铵的产能目标。作为项目核心技术提供商,科海思依托"环保治理价值化"技术体系,重点突破污酸处理环节的铼资源高效提取难题,将工业危废转化为高附加值战略资源,充分践行了"变废为宝"的循环经济理念。
精细工艺,铸就高效提铼流程
预处理:为后续工序筑牢基础
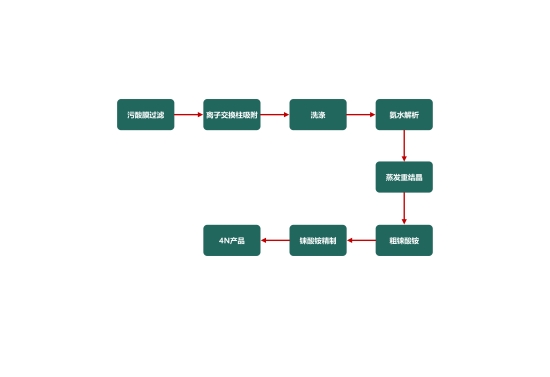
污酸提铼的第一步是预处理。污酸原液通过管道输送至压滤机,在科海思先进过滤技术的支持下,利用滤布有效去除悬浮物。这一环节为后续离子交换等工序的高效运行创造了良好条件,是整个提铼流程的重要开端。
离子交换:精准吸附铼离子
离子交换环节是提铼的核心步骤之一。项目采用 8 套阴离子交换柱,分为 2 条处理线,每条处理线 4 柱串联。单条线日处理量可达 500m³。科海思设计的离子交换柱具备高吸附容量和出色的选择性,其独特的柱体设计和运行参数能够精准捕捉铼离子,确保吸附过程稳定高效,大幅提升了铼离子的吸附效率。
蒸发结晶:实现铼的高效回收
解析液进入蒸发结晶阶段后,科海思运用先进的搪瓷蒸发结晶釜技术方案,并结合精确的温度和压力控制技术。通过这些措施,铼的回收率得以提升,解析液中铼的浓度也达到理想水平,显著提高了资源的回收利用效率。
全流程把控:环环相扣的工艺体系
从离子交换法的应用,到膜过滤去除悬浮物,再到树脂吸附、氨水解析、蒸发重结晶等一系列工序,科海思对整个提铼工艺进行严格把控。在各个环节中,对过滤精度、离子交换回收率等关键指标进行有效控制,最终实现了从污酸到 4N 级铼酸铵的高效转化,让工业污酸成为了宝贵的资源。

协同运作与智能环保
设备协同:发挥系统最大效能
科海思对提铼系统的设备进行了精细化协同设计。8 套阴离子交换柱与 2 台 3000L 蒸发釜相互配合,年运行 8000 小时。各设备之间实现无缝衔接,充分发挥了每台设备的性能优势,有效提升了整个系统的生产效率。
智能环保:践行绿色发展理念
在项目实施过程中,科海思注重环保与智能技术的融合。整个提铼流程实现了全自动化控制,并搭载智能监测系统。其中,雷达液位计实时监控储罐,PLC 集成控制过滤、解析等工序。在环保方面,含氨废气通过冷凝回收和酸性吸收进行处理,废树脂交由资质单位处置。这些措施有效减少了对环境的影响,实现了绿色生产与经济效益的平衡。


项目意义与未来愿景
科海思污酸提铼系统提升改造项目不仅是一次技术升级,更是工业循环经济的成功范例。通过污酸提铼,每年可回收一定量的铼酸铵,减少了重金属排放,为新能源、航空航天等战略产业提供了关键材料,对推动相关产业的发展具有重要意义。
展望未来,科海思将继续坚持创新,不断探索环保与资源回收利用的新技术、新方法。我们将持续优化项目方案,提升技术水平,为全球工业的绿色可持续发展贡献更多的智慧和力量。同时,也期待与各界合作伙伴携手共进,共同开创环保与资源回收的美好未来。
关键词:





















 营业执照公示信息
营业执照公示信息